Жылулық баспа процесіне кіріспе
Жылу алмасу арқылы баспа түсіру – көптеген салаларда бетін өңдеуді түбегейлі өзгерткен күрделі және көпмақсатты безендіру әдісі. Негізінде бұл сатылы көпкелті процес, ол цифрлық немесе суреткерлік дизайннан басталып, соңында осы дизайнды өнімге тұрақты түрде біріктірумен аяқталады. Бұл процесс негізгі үлгіні жасаумен басталады. Содан кейін осы дизайн фотомеханикалық әдіспен жасалған дәлме-дәл мыс пластина негізінде дайындалады. Кейінірек электрографикалық машина осы мыс пластинага үлгіні ұқыпты түрде гравировка жасайды. Түсті үлгілер үшін әдетте әрбір түс үшін жеке цилиндрлер гравировкаланады. Осы негізгі цилиндр содан кейін жоғары дәлдіктегі баспа машинасына орнатылады, ол жеке бояу түстерін арнайы жылу арқылы трансферленетін пленкаға түсіре отырып, толық үлгіні қабат-қабат қалыптастырады.
Алтернативті әдіс цифрлық суретке сәйкес жылу беру пленкасына бояуды біркелкі түрде салу үшін покрытие машинасын қолдануды қамтиды. Пленкадағы өрнекті жасау үшін қолданылатын баспа әдісіне қарамастан, соңғы және ең маңызды кезең — өзінің тасымалдауы. Бұл жылу беру машинасы арқылы іске асырылады, ол өткізгіш пленкадан өрнекті көтеріп, мақсатты өнімнің бетіне тұрақты түрде бекіту үшін бақыланатын жылу мен қысымдың үйлесімін қолданады.
Дәстүрлі қолданбалар және материалдардың шектеулері
Бар болған өндірістік қолданыстарда жылу беру арқылы басып шығару кең түрлі материалдар үшін жоғары сапалы әшекейлеу әдісі ретінде өз орнын алды. Оның қолданылуы ABS, AS, PS, PVC, EVA, PP және PE пластмассаларын қоса алғанда, мата, керамика және металлмен қапталған тақта өнімдерінде кең таралған. Бұл технологияның тартымдылығы өнімнің жоғары сапасында. Ол дизайнның пайдалану және қолдану кезінде бүлінбейтін ең көп жабысу мен тозуға төзімділікті қамтамасыз етеді. Сонымен қатар, бояулар күнге тамаша төзімді болу үшін құрылған, жылдам солудың алдын алады. Нәтижесінде пайда болған үлгілер ерекше шынайы және жарқын болады, бояу беті біркелкі, жылтыр және жіңішке, экран арқылы басып шығару сияқты басқа баспа әдістерімен байланысты мәтін немесе теңсіздік жоқ.
Бірақ бұл технологияның қолданылуы тарихи тұрғыдан субстраттың бетінің қасиеттерімен шектелді. Жабысу сәтті болу үшін, бояу материалмен мықты механикалық және/немесе химиялық байланыс орнатуы керек. Дәстүрлі жылулық трансфер баспа белгілі бір бет профилі бар субстраттарда жақсы нәтиже берді, бірақ шыны сияқты материалдарда үлкен қиындықтарға тап болды. Шыны субстраттары экстремалды төменгі беттік кедір-бұдырлығымен (әдетте 0,5-ден 10 нанометрге дейінгі аралықта) және өте жоғары жылтырлығымен сипатталады. Бұл қасиеттердің тазалық пен сыртқы түр үшін ыңғайлы болуына қарамастан, олар табиғатынан бос кеңістіктері жоқ және ұсталмайтын бет тудырады. Дәстүрлі жылулық трансфер процестерінде қолданылатын бояу тәрізді материалдар мұндай гладкий бетке жеткілікті жабысуды қамтамасыз ете алмады және жиі пішіріліп немесе сызылып шығуы байқалды. Сондықтан көптеген жылдар бойы шыны өнімдерді безендіруде жылулық трансфер баспаның қолданылуы тиімді деп есептелмеді.
Жаңашылдық: Шыны үшін жылулық трансферді бейімдеу
Шыны өнімдерін безендірудің негізгі тәсілі ұзақ уақыт бойы сүзгіш баспа болды. Қарапайым, біртекті түсті дизайндар үшін тиімді болса да, сүзгіш баспаның өзіне тән шектеулері бар. Ол жоғары дәлдіктегі, фотосуретке ұқсас кескіндерді, тегіс түс градиенттерін және көп түсті дизайндарда дәлме-дәл орналасуды қамтамасыз етуге қиналады. Бұл процесте әрбір түс үшін жеке тор және принтерден жеке өту қажет болғандықтан, уақытты, құнын және қате пайда болу ықтималдығын арттыра отырып, қолайсыз болуы мүмкін.
Бұл шектеулерді ескере отырып, бетін безендірудегі жаңашылдар әйнек үшін жылулық тасымалдау процесін қолдануға тырысты. Жаңа технология әйнек сияқты беткі энергиясы төмен материалдарға арналып жасалған арнайы тасымалдау пленкалары мен желім қабаттарының дамуы арқылы іске асырылды. Бояу химиясын және негізгі желім қабатын қайта жобалау арқылы өндірушілер белгілі бір температура мен қысым режимінде белсендірілетін және әйнектің тегіс бетімен берік байланыс түзетін жүйе жасады. Бұл жақсартылған процесс тампондық баспада тұрақты түрде қамтамасыз етілмейтін тегістік, дәлдік және желімделу талаптарын тікелей шешеді және сапалы парфюмерия ыдыстары, фармацевтикалық әйнек ыдыстары мен жоғарғы санаттағы декоративті әйнек бұйымдары сияқты мамандандырылған нарықтағы құнды өнімдерге қойылатын қатаң сапа талаптарын орындайды.
Жұмыс істеу жолы мен құрылымдық артықшылықтар
Әйнекке жылулық тасымалдау арқылы басып шығарудың жетілдірілген жұмыс процесі мынадай ыңғайлы ретпен жүреді:
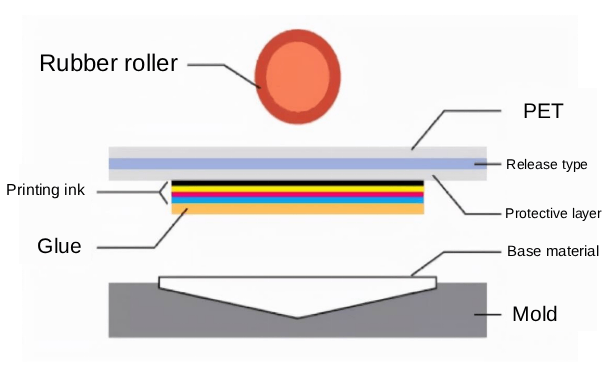
Жылулық тасымалдау пленкасының өзі — материалдар инженериясының тамаша жетістігі, әдетте бестен аспайтын әртүрлі қабаттардан тұрады. Негіз ретінде PET пленка қабаты бүкіл процесс бойынша тұрақты, икемді тасымалдаушы ретінде қызмет ететін босату қабаты , белгілі бір температурада еріп немесе жұмсарып, келесі қабаттардың ПЭТ тасымалдаушыдан таза бөлінуіне мүмкіндік беретіндей құрылған. Оның үстінде орналасқан қорғау қабаты басылып шығарылған суретті үйкелістен және УК сәулелерінен қорғайтын мөлдір қаптама. бояу қабаты нақты пішінделген суретті қамтиды. Соңында, желім қабаты шыны қолданбалары үшін маңызды компонент болып табылады, ол қыздырған кезде шыны бетімен мықты байланыс орнату үшін ағуға арналып жасалған.
Сити баспадан артықшылықтары
Шыны үшін бейімделген жылулық баспа әдісінің дәстүрлі сити баспадан гөрі терең артықшылықтары бар.
Қорытындылай келе, шыны өнімдер үшін жылулық трансферлі баспа әдісін қолдану маңызды технологиялық жетістік болып табылады. Төменгі беттік энергиялық материалдарда жабысу проблемасын жеңу арқылы шыныны ерекше детальдандыру деңгейімен, түстердің қанықтығымен және тиімділікпен безендірудің жаңа мүмкіндіктері ашылды. Материалдар ғылымы дамуда ұстанса, жылулық трансферлі баспаның қолданылу аясы одан әрі кеңейіп, заманауи өнеркәсіптік безендірудің негізгі элементі ретінде бекіп отыр.
 Қызықты жаңалықтар
Қызықты жаңалықтар2026-05-29
2026-05-28
2025-09-26
2025-08-21
2025-07-24
2025-06-26